


沙門氏菌和克羅諾桿菌環境監測的關鍵差異
發布時間:2024-11-08 瀏覽次數:338
來源:環凱轉載于“ 六扇門Study”公眾號,作者~SIXDoors
PEM計劃

某奶粉生產工廠在控制沙門氏菌方面有著悠久的歷史,所以工廠人員認為克羅諾桿菌也不會有風險。就沙門菌而言,工廠有一個很完善的環境監測( PEM )計劃,要求對已識別的地點進行監測,在選定的地點和它們所代表的產品的潛在風險之間建立聯系,并驗證是否執行了控制策略,結果都是有效的。
那么,為什么當他們開始對克羅諾桿菌進行檢測時,工廠的樣品中有超過 5 %的結果為陽性呢?
工廠人員采取的第一個行動是應用他們的沙門氏菌PEM監測知識。他們利用與 PEM 計劃相同的沙門菌位點進行桿菌控制驗證,發現有 25 %的沙門菌控制位點檢測為克羅諾桿菌陽性。然而,對調查中的陽性位點和載體的回顧并沒有顯示出將陽性與任何特定事件聯系起來的模式,研究團隊發現取樣越多,發現的命中率就越高。此外,他們實施的腸桿菌(EB)監測程序(在干燥塔室和包裝室的檢測限100),沒有顯示任何趨勢或原因不明的積極性。
沙門菌的監測和控制程序被證明對克羅諾桿菌無效,該團隊意識到這兩種致病菌的風險和行為是不一樣的,需要一個新的策略來專門針對克羅諾桿菌。
在回顧了FDA的調查結果后,團隊意識到需要采取基于風險的方法重新制定克羅諾桿菌的監控計劃。
新計劃的實施包括:
1、需要收集數據以評估控制情況
1)定義和量化生產設備和工藝室衛生的違規情況;
2)評估和研究生產區域內部和之間的空氣流動,重點關注正壓和彌補空氣質量;
3)確保建筑完整性的適當密封;
4)改善暖通空調性能和維護,包括過濾器的分類和更換時間表。
2、需要制定更有效的衛生程序
1)評估高交叉區域干洗劑的功效;
2)在工廠的環衛化學品供應商的支持下,審查和重新定義現有的CIP清洗和環境清潔協議;3)評估和修訂所有清潔消毒的參數有效性;
4)定義操作前檢查流程,具有“go/no go”的驗收標準,在清潔和消毒活動完成后,將生產環境恢復運行。
3、需要調整和更新環境監測計劃以納入克羅諾桿菌
工廠一直在進行EB監測,以取代克羅諾桿菌測試,但這并沒有幫助團隊找到問題的來源。還需要確保他們在適當的靈敏度下進行正確的類型的測試,以獲得結果。
4、需要用根源分析(RCA)來解決問題
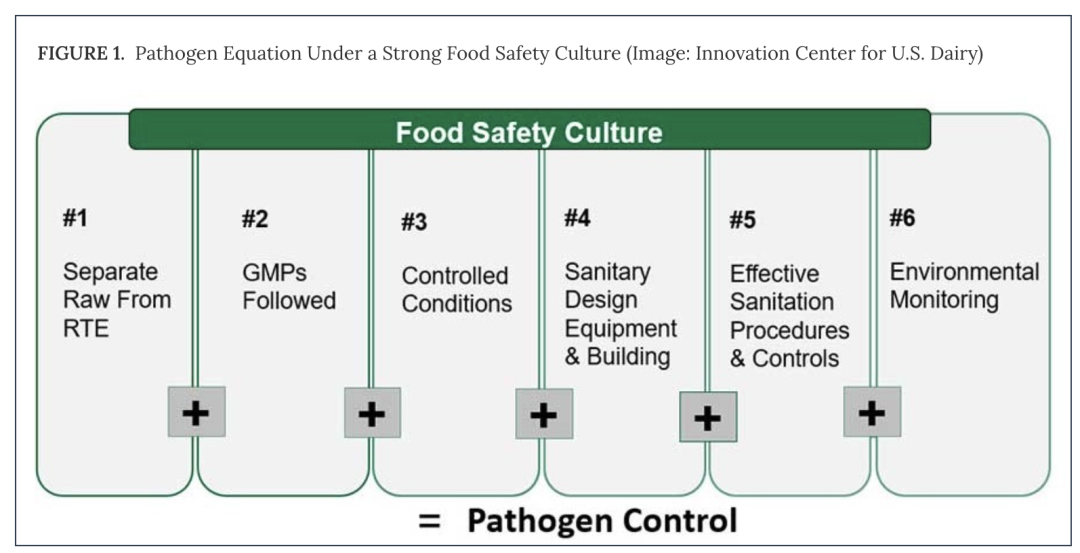
RCA技術的應用建立在可靠的數據基礎上,該小組的調查確定了基于衛生設計原則的良好生產規范(gmp)和過程控制。然而,工廠環境中克羅諾桿菌陽性的高發生率表明可能的工藝控制風險/根本原因與衛生違規、衛生實踐和GMP行為有關,需要進一步了解以確定改進措施。
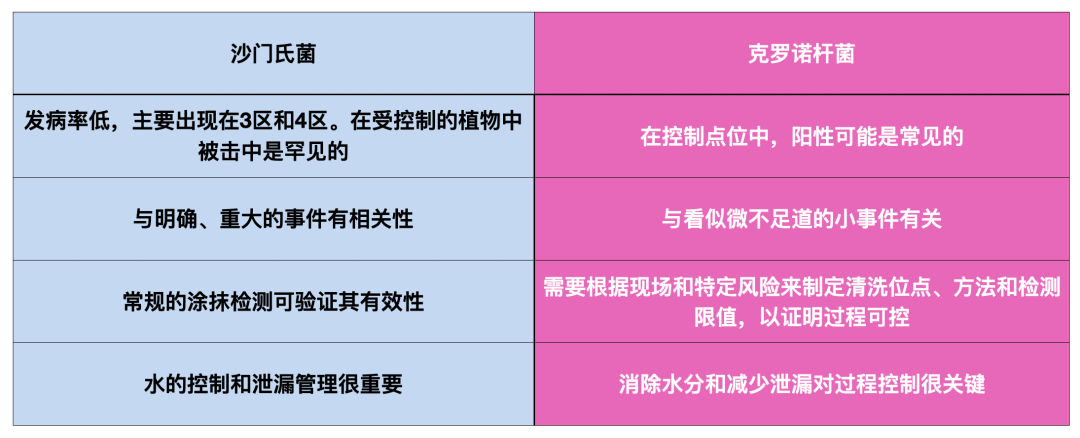
在改進克羅諾桿菌控制策略的過程中,發現了沙門氏菌和克羅諾桿菌控制策略之間的一些關鍵差異,從而使PEM計劃得以聚焦。
溯源技術的應用
PEM小組發現現有技術可以溯源環境和產品中的具體致病菌,這將使數據與產品陽性根源有更強的聯系。比較了全基因組測序(WGS)、16S RNA、核分型和多位點序列分型(MSLT)等現有技術。
使用新技術增強了PEM程序后,該團隊確定了生產環境的完整微生物生態,微生物棲息地的模式在PEM現場圖上變得明顯。當檢測到下一個產品陽性時,該病原體的遺傳特性與現場生態交叉引用,從而能夠找到產品污染的真正根源。這種改進的數據允許基于RCA發現的持續改進周期演變并開始顯示產品陽性減少。此外,由于明確的根源被識別,工廠能夠更好地定義其產品封存和產品陽性發現時批次中斷的流程。PEM程序和成品測試數據可以直接鏈接,展示工廠定義和捍衛良好控制系統的能力。
(內容來源:國外食品安全網站發表文章)

